登录
登录
 注册
注册
企业使用RFID怎样在自动化中采集数据
当前,我国制造业正处于重要的转型期。为了跟上世界制造业发展的潮流,我国急需提升自动化水平,降低劳动力的成本。

在国外的制造业发展过程中,工业自动化在其生产中占据着重要一环 ,其每单位的工业机器人比率都远超过国际55的标准,但国内制造业自动化应用则远落后于这一标准,我国在工业自动化的道路上任道而重远。
自动化改造,大势所趋
自动化改造能为企业带来什么 ?
· 提高生产效率
· 降低劳动成本
· 节能减排
· 降低了工人的劳动强度
· 提升产品质量及稳定性
· 缩短产品生产周期
切勿走进自动化改造5大误区
① 引入机器人就是进行自动化升级改造
机器人的应用是自动化升级改造最具代表性的一个方面。但不等于能解决一切问题。气动液压控制及非标设备自动化也是实现自动化非常重要的手段之一。
尤其针对一些特殊应用,机器人不能解决的,非标自动化设备才是答案。自动化升级改造,切不可只盯着机器人看,多种渠道才是最好。
② 机器人买回来就能用
机器人作为智能设备,并非简单安装调试即可使用。如果忽略机器人的开发(或二次开发)与应用,将会导致许多机器人买回来用不上或使用不当。拿机器人与体育运动员来做个类比,一群好运动员(机器人)加上一个好的教练(系统集成商)才是让整个球队(企业)获胜的关键。
③ 自动化升级改造可以一步到位
真正的自动化升级改造,并非一个简单工位或是机器的更换就能完成,而是一项极其复杂的系统工程。自动化改造需量力而行,从比较成熟的自动化技术开始,从工厂急待升级改造的部位入手,逐步进行,切不可追求一步到位。
④ 任何工序都可用自动化设备替代
采用自动化生产线进行生产的产品应有足够大的产量;产品设计和工艺应先进、稳定、可靠,并在较长时间内保持基本不变。并非所有工序都适合进行自动化改造。在大批、大量生产中采用自动线有显著的经济效益。
⑤ 实现自动化改造就是实现了工业4.0
近来工业4.0及中国制造2025的概念非常火热,以致很多企业盲目跟风。制造业企业更应该关注的是实际技术与问题的解决方案。当发展到以信息为核心技术的广义管理自动化,工业4.0时代也将应运而生。
自动化改造方式与途径
1、自动化与信息化的融合
未来企业需要根据市场需求,弹性地调整产能,实现个性化定制,制造出智能的产品 。
这不能仅依靠自动化技术来实现,还必须依靠信息化技术来解决业务层面的问题,为工厂赋予智慧,为市场决策、数据分析、判断、调控、质量管控、售后服务等提供依据和支持。自动化必须与信息化结合才能够发挥最大功效,否则单纯的自动化是没有意义的。
2、提高装备的智能化
制造装备经历了机械装备到数控装备,目前正在逐步发展为智能装备。智能装备具有检测功能,可以实现在机检测,从而补偿加工误差,提高加工精度,还可以对热变形进行补偿。
ABB推出的双臂机器人YUMI,就是智能型工业机器人的典范 。
以往一些精密装备对环境的要求很高,现在由于有了闭环的检测与补偿,可以降低对环境的要求。智能装备一个最基本的要求,就是要提供开放的数据接口,能够支持设备联网。
3、提高生产线的智能化
智能化生产线在我国制造企业的应用还处于起步阶段,但必然是发展的方向 。
智能产线的特点是 :
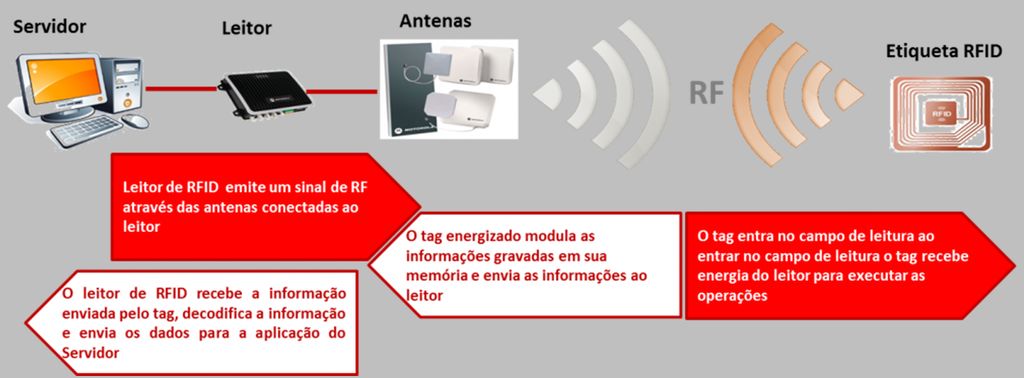
在生产和装配的过程中,能够通过传感器或RFID自动进行数据采集,并通过电子看板显示实时的生产状态;能够通过机器视觉和多种传感器进行质量检测,自动剔除不合格品,并对采集的质量数据进行SPC分析,找出质量问题的成因;能够支持多种相似产品的混线生产和装配,灵活调整工艺,适应小批量、多品种的生产模式;具有柔性,如果生产线上有设备出现故障,能够调整到其他设备生产;针对人工操作的工位,能够给予智能的提示。
4、提高车间的智能化
一个车间通常有多条生产线,这些生产线要么生产相似零件或产品,要么有上下游的装配关系 。要实现车间的智能化,需要对生产状况、设备状态、能源消耗、生产质量、物料消耗等信息进行实时采集和分析,进行高效排产和合理排班,显著提高设备利用率(OEE)。
因此,无论什么制造行业,制造执行系统(MES)成为企业的必然选择 。MES是一个车间级的综合管理系统,可以帮助企业显著提升设备利用率,提高产品质量,实现生产过程可追溯和上料防错,提高生产效率。
5、提高工厂的智能化
仅有自动化生产线和一大堆机器人,并不是智能工厂 。作为智能工厂,不仅生产过程应实现自动化、透明化、可视化、精益化,同时,产品检测、质量检验和分析、生产物流也应当与生产过程实现闭环集成。一个工厂的多个车间之间要实现信息共享、准时配送、协同作业。
一些离散制造企业也建立了类似流程制造企业那样的生产指挥中心,对整个工厂进行指挥和调度,及时发现和解决突发问题,这也是智能工厂的重要标志。智能工厂必须依赖无缝集成的信息系统支撑,主要包括PLM、ERP、CRM、SCM和MES五大核心系统。大型企业的智能工厂需要应用ERP系统制定多个车间的生产计划,并由MES系统根据各个车间的生产计划进行详细排产。