
 登录
登录
 注册
注册
IoT 芯片到模组,研发生产全过程
物联网、智能家居的发展,加深了人与物的连接互动,使得我们的生活更加丰富多彩、沟通更为便捷、连接越来越紧密。人、物(设备)的连接依赖于Internet无线组网无线连接,然而连接协议却品类多多,如大类的WiFi、BLE、Zigbee、Z-wave,还有小众的NB-IoT、LoRa等;且单就WiFi协议,又有多个芯片平台 如高通QCA4004、MTK的MT7688、乐鑫的ESP8266、瑞昱的RTL8710等; 这样一来,难免会给工程师产品开发前期带来困扰: 产品适合选用什么协议?需要哪些参数做衡量? 又有什么测试测量手段?
今天RTL8710 WiFi模块为例,从研发选型、生产过程两大方面,辅以芯片封装、PCB生产、及SMT加工的过程工艺来给大家做个细致的讲述,争取能拨开云雾见明月。
芯片到模组的四个阶段

一、芯片
从度娘拿来的芯片生产过程,贴图共同学习。

重点说说模组研发、生产过程;
一张导图、分段说明;
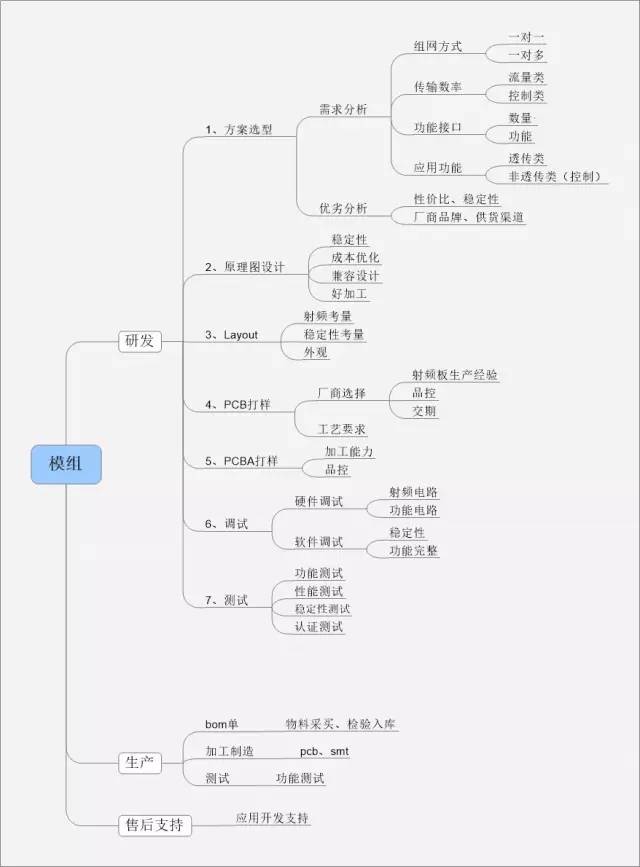
二、模组研发
主要涉及硬件设计、软件设计两方面;
所谓谋而后动,模组动手设计之前。需要从这几个方面去考量,方案选型、原理图及layout设计、PCB板子及PCBA打样、指标调试与参数测试; 其中,方案选型为重中之重。
1、方案选型
核心是满足功能、供货生产容易、价格匹配;
(1)需求分析
功能考量:wifi使用的组网方式,一对一,还是一对多。终端产品取一对一,用在网关、路由上则是一对多。
在传输速率上,分流量类,控制类,如果模块应用在智能家电控制方面的,选择偏控制类的芯片,比如ESP8266即可;如果用在路由器这样的产品,就要选择流量类芯片,比如MTK的7620;
在功能接口方面,模组开发商考虑更多的可能就是芯片的接口数量,功能支持等,比如GPIO功能口、SPI flash扩展口、I2C接口;其实这个很好理解,比如RTL8710这款物联网WiFi芯片,它的GPIO多达二十多个,支持多的输入输出设备,或是更多的外部连接或控制;同样在接口功能方面的考虑也是不能忽视的,比如这款芯片其有的接口在无工作状态下可自动将功耗降低到最低状态,待进入工作状态时可自动从睡眠模式唤醒,这样可大大降低产品的功耗。
另外,在应用功能方面,开发商根据需要选择透传类,还是非透传类的芯片方案。
(2)优劣分析
除对芯片方案的市场需求进行分析外,模组开发商还需要考虑芯片的性价比与稳定性,以及原厂及供货渠道;
一款好的产品就算各个方面都过硬,但是价格脱离市场高的离谱,那么绝对是没有人敢选择的。当然也不能单单只看价格,俗话说便宜没好货是非常有道理的。如果两款芯片方案优势差异比较明显,但是优势占优的芯片方案即使价格高一点也阻挡不了大家选择的。说到芯片方案的稳定性,这个尤为关键。倘若是一款功耗高易引起发热而造成死机的芯片,你如何让产品开发商、消费者选择呢。当然发热可能是造成不稳定众多因素中的一种,如芯片厂商对软件代码的优化不到位,同样会引起上述问题。
不同厂商或者不同品牌提供的芯片方案,可能是各有千秋,甚至是千差万别。在芯片行业,大家似乎有一种共识,欧美芯片方案优先选择,接着是日韩,再者就是台湾,最后才选择大陆芯片方案,当然这是在芯片方案价格差异不大的前提之下。当然这样笼统的说是不太科学,但是参照意义还是有的。上述我们提到的模组芯片方案就是来自台湾厂商。
最后, 再好的芯片方案,供货渠道不稳定,或者经常出现短缺,对于模组开发商同样是非常致命的。
2、原理图设计
模组开发商选择好芯片方案后,就就要进行模组开发设计。模组研发设计最先做的工作就是,设计原理图。

稳定性:开发商需要根据芯片厂商提供的芯片资料,按照规格要求设计出稳定性高的原理图。
成本优势: 原理图有多种设计方案,但是不能忽视对成本考量。如两层电路板设计,四层电路板设计都可以使用,四层电路板也更优,但是价格就更贵。当然这只是成本考虑的一个方面而已。
兼容设计:原理图设计时的电磁兼容设计考虑,就是要考虑模组在各种电磁环境中仍能够协调、有效地进行工作。目的就是确保模组既能抑制各种外来的干扰,使模组在特定的电磁环境中能够正常工作,同时又能减少模组本身对其它电子设备的电磁干扰。电磁兼容设计考虑,涉及到整个模块的稳定性和性能。
量产难易程度:原理图设计还要考虑日后是否方便加工,好加工也就意味着加工费用少。如果设计的原理图致使实际加工的良品率低的话,同样会造成成本增加。
3、绘制PCB板
上部分的原理图设计,与画PCB板一块,被统称为PCB Layout。两者都是相辅相成的,原理图设计的就是要在画PCB板上得到体现,原理图要考虑的画PCB板时同样需要考虑,并且画PCB板还需要考虑的更多。比如,射频考量、稳定性考量,结构考量,甚至画PCB板还需要考虑到板子的美观度。因为从板子的画法上就可以看出模组厂商到底是不是专业。
当然根据PCB Layout设计方案设所涉及的PCB选型,电阻、电容类型和数量等各项物料情况,都会在BOM(Bill of Material)物料清单体现,同样PCB、贴片生产等也按此表单来确定物料。
4、PCB打样
PCB(Printed Circuit Board)称为”印刷电路板”,由环氧玻璃树脂材料制成,有不同信号层数,而芯片等贴片元件就贴在PCB上。
厂商选择:对于PCB打样,模组厂商如果寻找外部厂商,通常需要考虑这些厂商是否有模组PCB打样经验,厂商的设备是否满足需要,厂商管理是否过硬等等。
工艺要求:如果模组PCB要多层打样,就要找有多层PCB打样经验的厂家。
5、PCBA打样
PCBA(Printed Cirruit Board +Assembly,)也就是说PCB空板经过SMT上件,再经过DIP插件的整个制程,简称PCBA,可能理解其为成品线路板。
6、调试
对于模组的调试,主要在于硬件电路调试和软件调试。
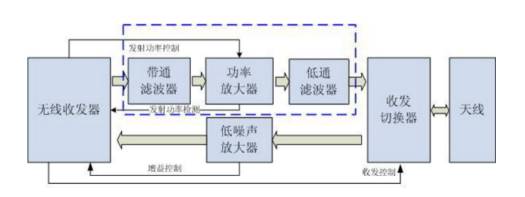
Wi-Fi产品的一般射频设计框图
一般Wi-Fi产品的射频部分由几大部分组成,蓝色的虚线框内统一看成是功率放大器部分。无线收发器(Radio Transceiver)一般是一个设计的核心器件之一,除了与射频电路的关系比较密切以外,一般还会与CPU有关,这里我们只关注其与射频电路相关的一些内容。发送信号时,收发器本身会直接输出小功率的微弱的射频信号,送至功率放大器(Power Amplifier,PA)进行功率放大,然后通过收发切换器(Transmit/Receive Switch)经由天线(Antenna)辐射至空间。接收信号时,天线会感应到空间中的电磁信号,通过切换器之后送至低噪声放大器(Low Noise Amplifier,LNA)进行放大,这样放大后的信号就可以直接送给收发器进行处理,进行解调。
硬件调试主要涉及射频电路、功能电路调试。射频调试包括发送和接收两个大的方面,其中发送又包括了发送功率、相位误差调试等,接收包括灵敏度、接收电平等。而功能电路调试更多的涉及到具体的某项硬件功能模块的电路调试。
射频参数的调试,发射TX方面主要为功率Power、误差向量幅度EVM、以及频偏Freq;在接收RX方面主要是接收灵敏度 Sensitivity,这些参数影响着WiFi数据信号传输是否稳定;需要专门的仪器来测试。比如LitePointd的IQ2010、极致汇仪的WT-200; 目前,该行业RFsister开放实验室提供这些方面测试服务。

另外,软件调试主要在于稳定性、功能的完整性调试。一般而言,只是单一,或者部分功能进行的具体调测,下一步则需要进行更全面的测试
7、测试
所谓电子电路的测试,是以达到电路设计指标为目的而进行的一系列的测量、判断、调整、再测量的反复进行过程。
功能测试:根据模块支持的特性、操作描述和用户方案,测试该模块的特性和可操作行为以确定其是否满足设计需求。
性能测试:主要涉及测试模块各个功能电路,以及信号的传输距离等还其他参数。
稳定性测试:对涉及模块的实际传输速率、实际功耗、吞吐量 、无线连接等稳定性方面测试。
老化测试: 就是对模组寿命和在使用过程中能达到最佳效果而进行的一项测试。因系统长时间的处于工作状态,在其工作时对各器件进行负荷运转,只要在这些条件下能保证设备的性能稳定,那么在正常环境下工作模组的使用寿命就会更久。
认证测试:某些产品必须经相关国家指定的认证机构认证合格,取得相关证书并加施认证标志后,方能出厂、进口、销售和在经营服务场所使用,尤其是通信类产品,而国际比较普及的认证如FCC(美国)、CE(欧洲)、RoHS(欧洲)等。
三、模组生产
模组生产主要包含PCB生产、SMT贴片加工、模组测试三个环节:
1、PCB生产
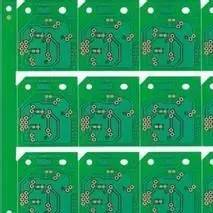
PCB生产是模组生产最基础也是最重要的环节, 全流程如下图。

以下是按照模组要求生产的PCB电路板:
金色的为接口针脚
2、SMT贴片加工
根据该模组PCB特性,模组贴片采用单面贴装。
单面贴装流程
来料检测 => 丝印焊膏(点贴片胶)=> 贴片 => 回流焊接=> 清洗=> 检测

(1)物料核对:生产前还需根据BOM单和模组生产订单进行物料的规格、数量对SMT物料进行核对;
(2)调机:同时还要对SMT进行编程以及调整,调机完成之后即是上料过程。
(3)印锡:将适量的焊膏均匀的施加在PCB的焊盘上,以保证贴片元器件与PCB相对应的焊盘在回流焊接时,达到良好的电气连接。
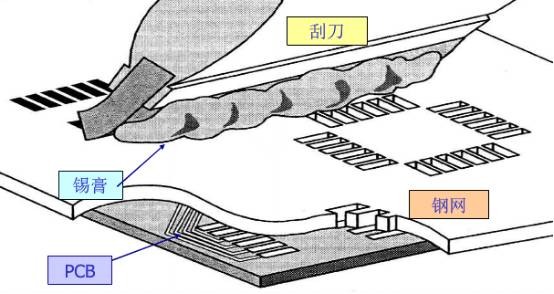
印锡示意图
(4)贴片:印锡过的PCB板,通过自动送板机传送到贴片机进行贴片。贴片机的程序是事先编制好的,机器识别到有板的时候就会开始自动取料进行贴装。

图示 SMT加工线
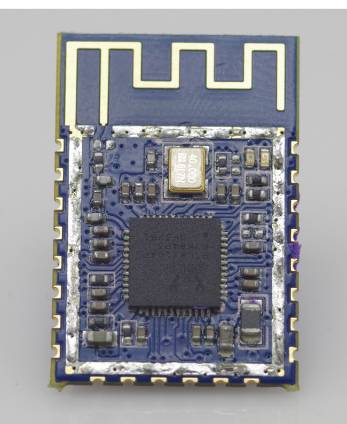
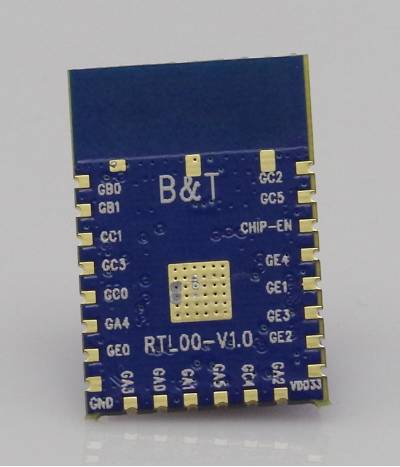
贴片后的RTL8710模组
(5)炉前目检:或称作中间检查,需要注意检查元件的极性、贴装有没有偏移、有无短路、有无少件、多件、有无少锡等。
(6)回流焊接:检查好的线路板经过回流焊之后就会自动进行焊接。
到这里,模组的生产环节就基本结束了。
(7)炉后检查:这里主要检查的是模组的外观,看有无焊接不良,即空焊、锡珠、短路、元件偏移、元件竖立等等。外观检验方式有:AOI检测/X-Ray抽检、目检。
A1、AOI检测
通常AOI检查可放在回流焊接前或者后,但多数厂商AOI检测选择放在回流焊之后,因为这个位置可发现遇到的所有装配错误。

AOI检测
由于采用AOI自动光学检测存在一定的误判(盲点,少锡等)率,所以AOI的检测后还需人工目检。
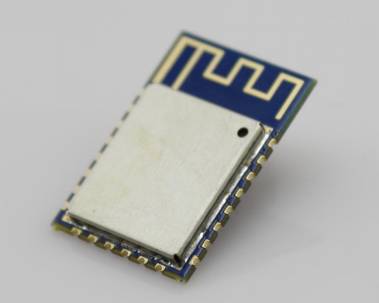
模块表层金属屏蔽罩
当然AOI检测是炉后检查的通用检查方式,但因AOI检测对表面附有金属屏蔽罩模的块检测方法不可行,因此我们可以采用了另一种X-Ray抽检。
A2、X-Ray抽检
X-Ray非接触式3D检验法, 当电路板层数越多的时候,对内层对位准确精度的需求就会越高。其还可对封装后内部物件的位置和形态进行透视观察测量,甚者可透视金属屏蔽器件。

这里需要说明的是,虽然X-Ray检测透视性强,但其只是一种抽检测试方式。
B、目检
目检就是先用眼睛扫描整片板子,在用显微镜对有缺陷的地方做检查,如缺锡、短路、或接脚扭曲都可以再经由倾斜板子,来调整最佳视线时容易发现。用眼睛来检查不规则的地方,通常要比用显微镜一点一点的检查更节省时间。当然发现问题后,再用显微镜来做更详细的检验。

目检
如果在此环节发现模组出现问题,还要视情况选择维修、返工、报废等处理。
接着用激光打标机给模组打标,通过模组上的标文我们可以连接到一些芯片厂商、系列、型号等信息
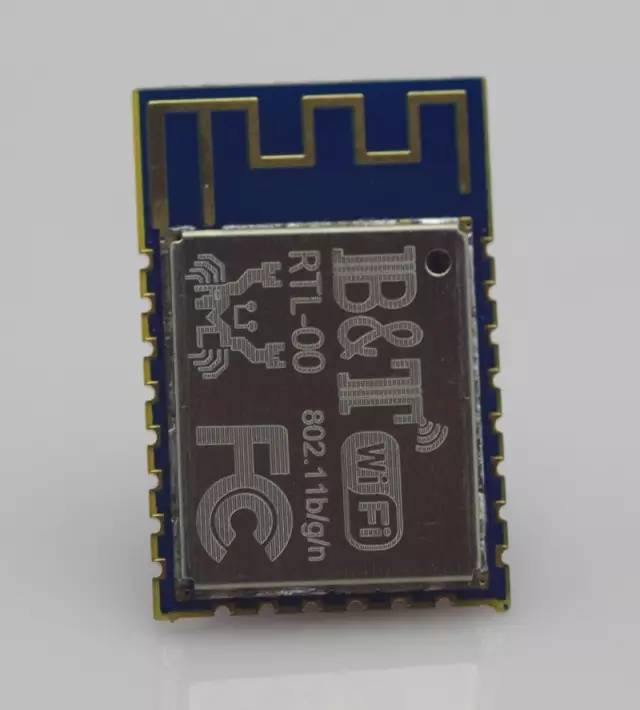
标文标明该模组代号为RTL-00,其采用瑞昱(Realtek)芯片,生产商为B&T(博安通),是一款802.11b/g/n标准的WiFi产品,并且符合FCC标准。
3、模组测试
(1)烧录
通用串行编程器进行烧录,首先使用随机的并口数据线,将编程器与计算机并口联接,进行联机烧写。
(2)GPIO测试
通过专有的测试夹具对GPIO口进行专项测试。将模组放置在专门设计的针床夹具上,使夹具测试探头与组件的引线相接触,通过查看夹具周边LED亮度的情况,来检查GPIO接口是否合格。

GPIO测试
(3)、接收、发射功率测试
利用IQ2010测试仪对模组WiFi的发射功率、接收功率做测试。

主要测试工具
(4)、其它
检测完成后,模组还要完成出厂前的包装。模组包装除了一般抵抗挤压、震动真空泡沫袋外,更重要的还有做防水、防静电包裹措施。
另外,出货前厂商还会进行一定比例的抽查检验。
四、二次开发支持:
在这个以服务取胜的时代,模组厂商通常从售前到售后都提供服务支持,尤其体现在售后的二次开发技术支持。

常见应用于智能家居、工业控制产品之中的WiFi模组通常为嵌入式,不同的领域、不同的产品、不同的工程师对其二次开发,或多或少会遇到一些技术问题,模组厂商通常以开发者社区、技术热线、邮件、即时通信、上门支持服务等。

最后:
从模组研发前的需求分析到确定方案选型,从原理图设计到绘制PCB板,从模组软硬件对接到确认BOM物料;从模组生产涉及的PCB生产、到SMT加工、测试;从模组出货到售后技术支持,从这里面的每一步,我们可以看到厂商努力的身影,我们可以感受到厂商内心的执着,而不是你眼中仅看到的价格······












