登录
登录
 注册
注册
南茂科技导入RFID技术于晶圆测试应用(下)
RFID导入晶圆盒追踪实做成果
仓库与生产线进出处采用闸门式天线
因为晶圆盒进出搬运时采纸箱包装,有两个或一个晶圆盒装成一个纸箱中,并堆栈于栈版上,因此我们需寻找能够容纳南茂栈版宽度通过且能达到读取卷标的天线。依照南茂栈版宽度120cm要求下,我们测试德国FEIG LR2000型号RFID读取器与天线(图4)发现他的有效读取距离可以达到160cm,因此我们设定在140cm作为闸门宽度(图5),一方面可以顾及到RFID读取率,另一方面也不会因闸门天线的架设而影响原先厂内设备移动的动线规划。
620)this.style.width=620;" border=0>
LR2000闸门天线并不是两片天线组成,实际上,它是一边两片,两边四片天线所组成的天线组,经过天线多任务切换器,来达到大范围读取功能(图6),同时LR2000可以调整RF输出功率,可视使用情形调整,从4W~10W为区间,每0.25W为一段做调整,最重要是LR2000配有阻抗自动匹配电路,可侦测RFID天线在现场环境下其阻抗匹配结果,然后自动调整天线阻抗设定,以达到阻抗匹配,让RF输出能完全作用,而不至于造成反效果。620)this.style.width=620;" border=0>
LR2000与信息系统连接是透过TCP/IP方式进行连接。在使用我们规定RFID卷标摆放需与天线方向平行,当栈版推过闸门天线之间时才能被感应、读取,实做测试结果,24个晶圆盒装成12纸箱堆栈一起(3X2X2,图7)皆能完全读取。同时需考量此RFID卷标贴附位置能满足所有RFID应用流程,我们实验结果是贴在晶圆盒内层拖盘(图17)上方,同时RFID标签也会存放晶圆批号等厂内品管作业流程所需代号。
620)this.style.width=620;" border=0>
氮气柜RFID设备
在这里我们采用FEIG MR200 读取器及天线多任务切换器(图9)及客制尺寸天线板,其运作方式为使用一台MR200读取器接上天线多任务切换器,此天线多任务切换器可以一对八一组或是二对四两组来使用,因为氮气柜分为八个区间,所以自然选用一对八模式来使用,如果超过八个以上,还可以接成阶梯树状延伸使用范围。
620)this.style.width=620;" border=0>
图9、MR200器与天线多任务切换器
620)this.style.width=620;" border=0>
图10、客制化天线安装
620)this.style.width=620;" border=0>
图11、晶圆盒摆放
620)this.style.width=620;" border=0>
图12、氮气柜区间格层
620)this.style.width=620;" border=0>
图13、氮气柜外观
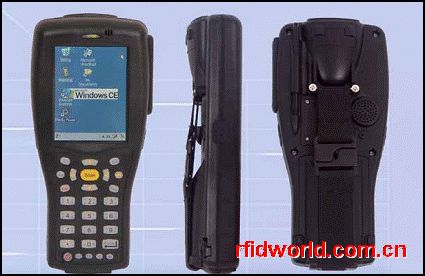
手推车RFID设备
当晶圆盒在手推车时,依南茂规定晶圆盒不可以相迭,所以依南茂厂内最常使用手推车设计时,一台手推车最多可以放五个晶圆盒,比原先未导入RFID技术时,少掉一个晶圆和位置,原因是需要位置摆放RFID读取器、电池、天线分配器等设备。针对手推车应用,我们选择MR200WiFi版本,同时为能将手推车上晶圆盒标签读取到外,还需能定出手推车停于何处。首先解决手推车上晶圆盒的读取,我们采用FEIG 一款80cmX60cm 规格之天线,同时将天线固定在手推车的侧边(图14),以利上、下两层晶圆盒读取,其测试结果皆能完全正确读取。
620)this.style.width=620;" border=0>
图14、手推车天线架设
另外解决手推车定位问题,因依南茂厂内规定手推车如果未使用时,需按照规定停放于有标示停放的区域,如此只要将RFID标签贴附于手推车停车格之中(图15),并给于对应编码以利查询,所以手推车下面也需安装天线(图16)以利感应地板RFID标签。另外因为MR200只能接一组天线,故我们有加装天线分配器,如此可以让MR200同时对两天线做输出,但也造成各天线接收到RF功率减半,幸好测试结果并不会影响读取功能。最后装上充电式电瓶,平常可用AC100V,如果一秒读取一次,电瓶可以使用 将近80小时,如果换算10秒读一次,则可以使用到一个月之久,而且备有AC接头,可随时找到插头后进行充电。
620)this.style.width=620;" border=0>
图15、手推车停放图 16、手推车下方订位天线
测试机台RFID设备
原先测试作业中,要进行测试作业前,作业人员需用人工方式察看流程窗体(此流程窗体为晶圆盒进入南茂厂内后所产生的工作流程清单,晶圆盒在南茂厂内一切作业流程相关信息或查核记录均记录于此工单之中),得知欲测试晶圆批号等相关参数再以手工输入测试系统下载到指定的测试机台执行晶圆测试。
因此当南茂导入RFID技术后,首先可以取代工作流程清单的角色,经由RFID标签编号可以串起晶圆盒相关作业信息,同时经由储存于信息系统之中,减少无尘纸张成本的支出。另外就是取代人工输入测试晶圆批号参数,改由RFID感应晶圆盒上卷标信息自动输入测试系统,下载测试程序,减少人为错误输入所引起的问题。在这里我们采用FEIG MR200接上天线板,此天线板固定于测试机台承载测试晶圆置放处(图18、19),当测试晶圆进行测试时,晶圆仍置放于晶圆盒内层拖盘上,整个内层拖盘会置入测试机台之中,故内层拖盘上的RFID标签会被感应回报晶圆相关信息给测试系统。
620)this.style.width=620;" border=0>
图18、测试机台上RFID设备图 19、测试机台晶圆测试入口与天线位置
导入心得整理
RFID技术在最近几年来不断有新的技术开发与应用产生,也因此人们对RFID技术往往有很高的期望与想象,但在真实应用环境下,RF物理特性与极限的克服或处理往往是RFID导入厂商一直难以顺利处理的关卡;尤其是当使用者与协助导入者在双方认知上的差距,往往造成误会的发生。
因此本案在实施之前,针对使用者要求的条件,资策会均带着设备至现场进行场实际测试与验证,来判断、了解南茂的需求是否有可能达成,同时透过沟通、协调的方式让南茂了解什么是RFID技术可以达成,什么是不可能做到,其期间进行长达一年之久。同时考量降低对现有流程修改冲击因素,藉由制订标准操作程序来提升RFID读取率的稳定。因此当企业要导入RFID之前,其事前评估准备作业必须非常谨慎与清楚。以下有几点事项可以做为参考:
成本支出:目前RFID的成本仍然无法跟条形码竞争,因此导入业者需能正确评估出预期成果与成本支出的关系,同时除设备采购、建置的有形成本外,也需注意无形成本的支出。
读取率的要求:RFID读取率低有时候还不太让人气馁,令人气馁是读取率接近98%、99%但仍无法改善,或是需投入大量成本去达到读取率100%时,则需考虑是否要修正操作流程,去避掉造成影响读取率的因素,最重要是对RF技术要有正确了观念了解,不能盲目相信非接触式感应的优点。
作业流程的冲击:导入RFID技术势必会对流程有所影响,因此要从独立的流程先着手,或是尽量做到与原先流程一样,让使用者慢慢适应RFID带来的影响,同时也可以有机会修正。
正确规划目标、系统保持弹性:企业导入RFID需要有完整规划目标,短期要完成什么目标(省时间?省人力?提升准确性?),长期要达到怎样的结果(厂内部分实施?全场实施?与上、下客户、厂商实施),目标需在导入之前就要确定清楚,让各负责单位,能清楚知道自己扮演的角色;同时计划执行要保持一致的弹性与整合性,这样才能避免目标无法达成或是设备规划、采购、开发、维护上的浪费或错误。